.webp)
在这篇文章中, 我们将引导您完成 OEM 伸缩手柄制造过程的关键阶段, 插图以我们工厂车间的独家一瞥.
在JX, 我们相信,卓越的制造不仅仅在于机械,还在于流程, 精确, 和伙伴关系. 寻求可靠的 B2B 客户, 高性能伸缩行李把手可以获得对质量的宝贵洞察, 耐用性, 通过了解制造商如何制造这些组件来提高设计完整性.
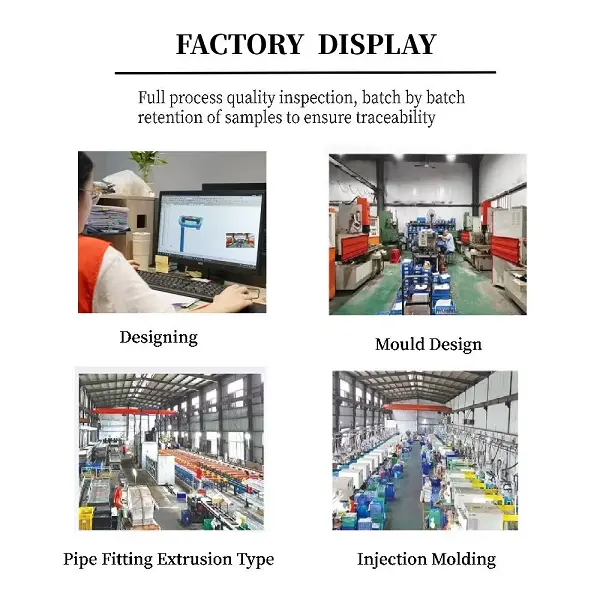
阶段 1: 设计 & 工程
一切都始于一个想法和详细的数字蓝图.
我们流程的第一阶段涉及精心设计和原型制作. 使用先进的CAD软件, 我们的工程师开发了伸缩手柄的精确 3D 模型, 优化一切,从人体工程学和延伸机制到材料厚度和结构完整性.
如第一张图片所示, 此阶段对于符合客户规格并确保最终产品满足美观和功能期望至关重要.
阶段 2: 材质选择 & 管材挤出
力量始于正确的材料.
我们的伸缩手柄采用高级铝合金, 管壁范围为 1.2 到 1.5 毫米,适用于优质产品 - 比经济级手柄中低于 1 毫米的壁厚得多. 这确保了卓越的承载能力和抗弯曲或变形能力.
挤压过程中, 管道的成型符合精确的公差. 附加步骤, 如氧化或喷油 (如第二张图所示), 增强耐腐蚀性和表面光洁度.
阶段 3: 冲压 & 打孔
精密冲孔确保运行平稳.
冲压工艺沿外管形成精确的孔, 使内管能够在多种高度设置下牢固锁定。此步骤需要高精度冲压机来保持一致性并避免错位——这是低质量产品中手柄故障的常见原因.
阶段 4: 集会 & 电镀/喷涂
各个部分组合在一起并完成的地方.
手柄配有内部弹簧, 钢球, 和锁定机构. 第二张图片突出显示了电镀或喷油工艺, 不仅增强了外观,还增加了一层针对磨损和环境因素的保护层.
在此阶段可以丝网印刷或激光雕刻徽标以进行品牌定制.
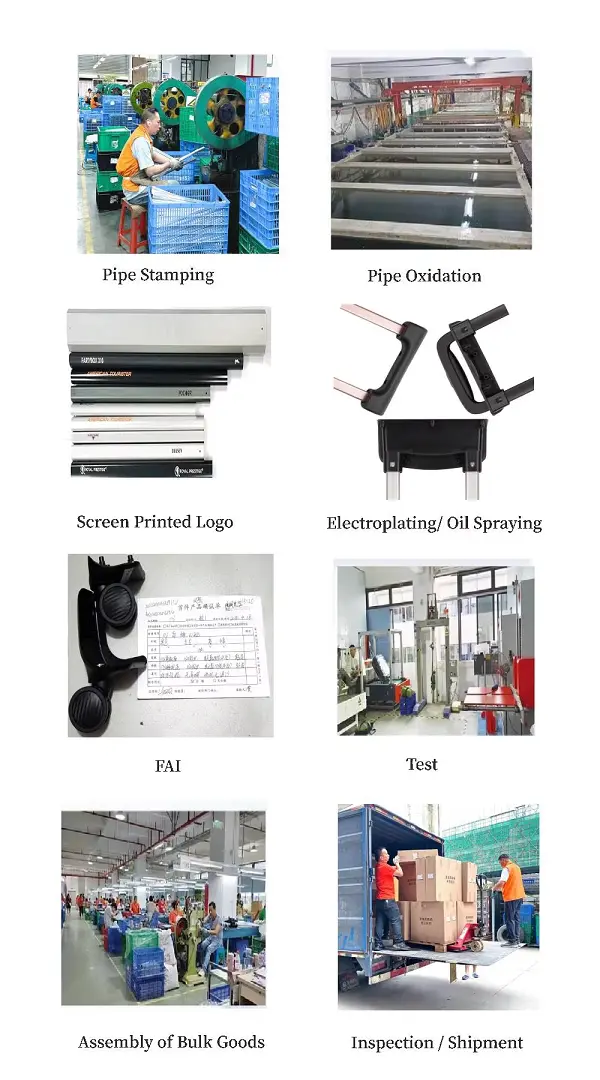
阶段 5: 质量检验 & 测试
没有经过严格检验的手柄出厂.
我们进行首件检验 (固定资产投资), 承重测试, 伸展-回缩循环测试, 和耐盐雾性评估. 通过保留每批样品, 我们确保可追溯性并提供一致的质量, 我们的 OEM 合作伙伴高度重视的承诺.
阶段 6: 船运 & 后勤
从我们的工厂到您的生产线.
最后一步是包装和运输. 如第三张图所示, 成品手柄经过仔细包装和托盘包装,以确保运输安全. 我们与 DHL 和 FedEx 等全球物流合作伙伴合作,确保及时运送到超过 120 国家.
JX Response优势中的OEM伸缩手柄制造工艺
- 全过程控制: 从设计到交付
- 久经考验的耐用性: 检测标准比国家标准高一倍
- 定制支持: OEM/ODM 可快速打样 (3–5 天)
- 可扩展的订单量: 量 500 套, 批量折扣
探索我们的流程——打造更好的行李箱.
制作精良的伸缩手柄不仅仅是一个组件,更是旅行产品用户体验的支柱. 通过控制制造过程的每一步, 我们确保我们的手柄能够无声收回, 运行平稳, 和长期可靠性.
对为您的行李系列定制伸缩手柄感兴趣?
JX——工程信任无处不在.